LA 2343 - Acero para tratamiento térmico LA2343-5036
EN X37 CrMoV5-1 (antiguo AFNOR Z38CDV5.1) W.Nr 1.2343 – AISI H11


Aplicaciones industriales
Moldes de materiales plásticos de gran tamaño.
Moldes de inyección a presión de aleaciones ligeras.
Moldes de inyección a baja presión.
Utillajes y troqueles de corte.
Útiles y matrices de forjado en caliente.
Piezas de mecánica general.
Composición química en % según norma ISO 4957
| C | Mn | Si | Cr | Mo | V | S | P | Fe | |
| Mini | 0,33 | 0,25 | 0,80 | 4,80 | 1,10 | 0,30 | - | - | Base |
| Maxi | 0,41 | 0,50 | 1,20 | 5,50 | 1,50 | 0,50 | 0,0020 | 0,020 | Base |
Propiedades físicas a 20 °C
Densidad : 7,85
Módulo de elasticidad E : 215 000 N/mm²
Coeficiente de Poisson V : 0,3
Coeficiente medio de dilatación en m/m* °C
entre 20 °C y 100 °C : 11,5 x 10-6
entre 20 °C y 200 °C : 12,0 x 10-6
entre 20 °C y 400 °C : 12,6 x 10-6
entre 20 °C y 600 °C : 13,2 x 10-6
Conductividad térmica a 20 °C en W (m*k) : 26
Magnético
Puntos de transformación
Ac1 : 840 °C, Ac3 : 900 °C.
Forja
1100 °C - 900 °C seguimiento de enfriado lento y controlado.
Recocido
750 °C.
Estado de suministro
Acero entregado en estado recocido ≤ 240HB.
Control US según EN 10228-3 Clase 3.
Aptitudes de empleo
- Acero de herramientas de aleación fuerte utilizado en el sector del molde metálico para transformación de materiales plásticos, aleaciones ligeras y fabricación de útiles y matrices de forja en caliente.
- Estabilidad dimensional muy elevada.
- Gran resistencia a los impactos y a la fatiga térmica.
- Buena resistencia al desgaste.
- Excelente aptitud para la nitruración y los tratamientos de superficie.
- Resistencia media a la corrosión.
Aptitud al pulido
Apto para el pulido tipo «brillante 6 micras».
Consulte la tabla de correspondencias de las notas técnicas al final del catálogo.
Aptitud para el grabado
La calidad LA2343 es apta para el grabado químico y láser.
Esta operación deberá ir precedida de una prueba en probeta. En caso de petición particular de especificaciones, consúltenos.
Tratamiento térmico
Temple:
- precalentamiento a 750 °C,
- calentamiento a 1010 °C,
- temple en aceite caliente, baño de sales o gas a presión.
Revenido:
- dos revenidos sucesivos,
- primer revenido a 550 °C,
- segundo revenido, según la dureza deseada,
- para obtener la dureza máxima, realizar dos revenidos a 550 °C.
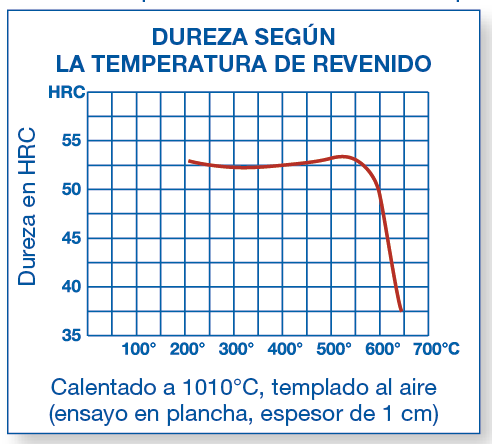
Curva de revenido
Muestras tratadas en probetas de 25 mm de espesor.
Aptitud a la soldadura
Apto para soldadura TIG y láser.
Varilla WRLA4 dia. 1,6. Código Lugand : 43 05 005.
Varilla WRLA8 dia. 1,6. Código Lugand : 43 05 130.
Secciones disponibles en mm
| Laminado | Forjado | |||||||
50 | 60 | 70 | 80 | 380x119 | 1000x119 | 575x223 | 635x233 | 670x233 | |

| Laminado | Forjado | |||||||||||
Ø | 15 | 22 | 121 | 162 | 162 | 212 | 222 | 232 | 242 | 261 | 370 | ||
