X13T6 W - Acero inoxidable para tratamiento térmico 5050
EN : X40CrMo15 ESR - (antiguo AFNOR EZ40CD14) - W.Nr : 1.2083 ESUElaboración en modo refusión por electrodo consumible

Aplicaciones industriales
Moldes para transformación de materiales plásticos.
Piezas mecánicas sometidas a corrosión y desgaste por abrasión.
Composición química en %
| C | Mn | Si | Cr | Mo | Ni | S | P | Fe | |
| Mini | 0,33 | - | - | 14,00 | - | - | - | - | Base |
| Maxi | 0,45 | 1,00 | 1,00 | 17,00 | 0,30 | 1,00 | 0,015 | 0,040 | Base |
Propiedades físicas a 20 °C
Densidad : 7,8
Coeficiente medio de dilatación en m/m*°C
entre 20 °C y 100 °C : 10,8 x 10-6
entre 20 °C y 300 °C : 11,0 x 10-6
entre 20 °C y 500 °C : 12,0 x 10-6
Conductividad térmica a 20 °C en W (m*k) : 23
Magnético
Puntos de transformación
Ac1 : 820 °C, Ac3 : 965 °C.
Forja
1100 °C - 900 °C seguimiento de enfriado lento y controlado.
Recocido
870 °C seguido de un enfriamiento lento.
Estado de suministro
Acero inoxidable martensitico entregado a unos 240 HB.
Control US según EN 10228-3 Clase 3.
Aptitudes de empleo
Según tratamiento térmico realizado y características mecánicas deseadas:
- Buena resistencia al desgaste.
- Excelente resistencia a diversos agentes corrosivos.
- Excelente aptitud al pulido (exigencia elevada).
Tratamiento térmico
Temple:
- precalentamiento a 750 °C,
- calentamiento a 1030 °C,
- temple bajo presión de gas.
- Paso por frío a -76°C recomendado (posibilidad de temple con aceite en función de la geometría de las piezas).
- Se recomienda efectuar el calentamiento en atmósfera inerte
Revenido:
según durezas deseadas.
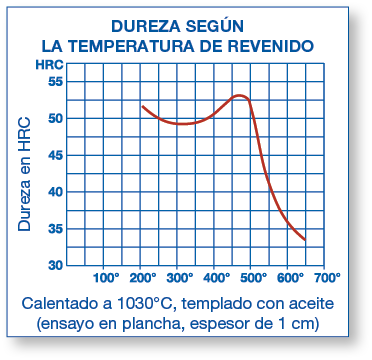
Curva de revenido
Muestras tratadas en probetas de 25 mm de espesor.
Aptitud a la soldadura
Varilla WRLA7 Ø 1,6. Código Lugand 43 05 125.
*Pulido: Sujeto a condiciones de implementación y tratamiento térmico acordes con la obtención del resultado.
Secciones disponibles en mm
| 31 | 41 | 61 | 81 | 101 | 111 | 121 | 141 | ||
| 350x20 | 350x30 | 350x40 | 350x50 | 350x60 | 350x70 | 350x80 | 350x90 | 350x100 | 350x120 |
850x150 | 850x180 | 850x200 | 850x250 | 850x275 | 850x300 | 850x350 |

