LAPM 2023 - Acero para trabajo en frío LAPM2023-5013
EN HS 6.5.3 (antiguo AFNOR Z130 WDCV 6.5.3) - W.Nr 1.3395 - AISI M3:2Elaboración por pulvimetalurgia

Aplicaciones industriales
Moldes y elementos de moldes de materiales plásticos abrasivos.
Umbrales de inyección.
Hojas de cizallas
Herramientas de corte. Útiles de embutición.
Calzos, rodillos, piezas de desgaste.
Composición química en %
| C | Mn | Si | Cr | Mo | V | W | Co | Ni | Cu | S | P | Fe | |
| Mini | 1,25 | - | - | 3,80 | 4,70 | 2,70 | 5,90 | - | - | - | - | - | Base |
| Maxi | 1,32 | 0,40 | 0,70 | 4,50 | 5,20 | 3,20 | 6,70 | 0,60 | 0,25 | 0,15 | 0,030 | 0,030 | Base |
Propiedades físicas a 20 °C
Densidad : 8,0
Módulo de elasticidad E : 230 000 N/mm²
Coeficiente de Poisson V : 0,3
Coeficiente medio de dilatación en m/m* °C
entre 20 °C y 200 °C : 12,1 x 10-6
entre 20 °C y 400 °C : 12,7 x 10-6
Conductividad térmica a 20 °C en W (m*k) : 24
Magnético
Puntos de transformación
- Ac1 : 815 °C, - Ac3 : 890 °C.
Forja
1200 °C - 950 °C seguimiento de enfriado lento y controlado.
Recocido
980 °C / 850 °C seguimiento de enfriado lento y controlado 15°C/hora entre ambos valores.
Estado de suministro
Acero entregado en estado recocido ≤ 260 HB.
Control US según EN 10228-3 Clase 3.
Aptitudes de empleo
Según tratamiento térmico realizado y características mecánicas deseadas:
- Acero rápido procedente de pulvimetalurgia utilizado en el sector del molde metálico para transformación de materiales plásticos, corte, forja en estampa y embutición en frío.
- Gran intensidad de temple.
- Gran resistencia al desgaste.
- Gran aptitud para la nitruración y los tratamientos de superficie.
- Mala resistencia a la corrosión.
Aptitud al pulido
Apto para el pulido «brillante 6 micras».
Tratamiento térmico
Temple:
- precalentamiento a 550 °C,
- calentamiento a 830 °C,
- calentamiento entre 1000 y 1180 °C según dureza deseada,
- temple con gas a presión, baño de sales o aceite caliente.
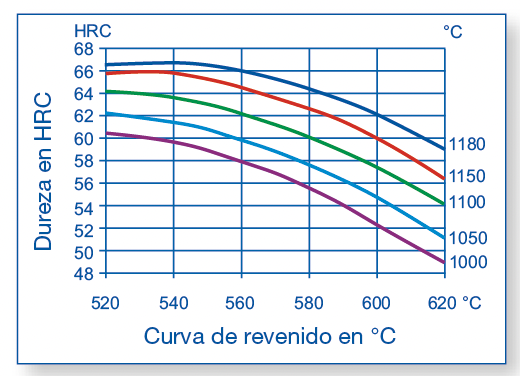
Estimulación de durezas según temperatura introducción en solución | |
Temperatura en °C | Dureza HRC |
1000 | 58 |
1050 | 60 |
1100 | 62 |
1140 | 64 |
1180 | 66 |
Revenido:
3 revenidos sucesivos a 560 °C comprendidos entre 1 y 3 horas con temperatura según el tamaño de las piezas.
Aptitud a la soldadura
Desaconsejado.
Espesores disponibles de barras en mm (ancho máximo 400, longitud 1500mm)
| 20 | 30 | 40 | 50 | 80 | 100 | 150 | 180 | 200 | 300 |
| 31 | 41 | 51 | 61 | 71 | 81 | 91 | 101 |

