Lugand Aciers
85 route de Château Covet 01100 GROISSIAT
+33(0)4 74 81 91 50 | info@lugand-aciers.com

Températures :
0 degré Kelvin (0k) = -273 degrés Celsius (°C) = -459 degrés Fahrenheit.
0 degré Celsius = 273 degrés Kelvin= 32 degrés Fahrenheit. Pour convertir des degrés Celsius en degré Fahrenheit, il faut multiplier la valeur par 9/5 et ajouter 32.
Pour convertir des degrés Fahrenheit en degrés Celsius, il faut retrancher 32 à la valeur et multiplier par 5/9.
Pression; forces :
Newton (N); Pascal (Pa); kilogramme-force (kgf)
1 Pa = 0,000001 N/mm2 = 0,0000001 kgf/mm2
1N/mm2 = 1 000 000 Pa = 1 MPa = 0,1 kgf/mm2
1 kgf/mm2 = 9,80N/mm2 (1 daN/mm2) = 9,80 MPa (10 MPa)
Mesures :
Millimètre (mm); Pouce (’’) 1 mm = 0,039370’’
1’’= 25,4 mm
Module de Young : E
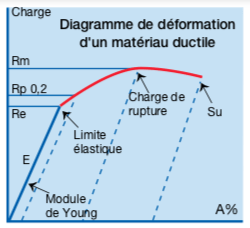 Le module d’élasticité est la contrainte de déformation mécanique nécessaire à un allongement de 100 % de la longueur initiale d’un matériau.
Le module d’élasticité est la contrainte de déformation mécanique nécessaire à un allongement de 100 % de la longueur initiale d’un matériau.
Ce cas de figure étant irréalisable sur les matériaux solides,
le module d’élasticité E est défini par la pente rectiligne de la
courbe de déformation où cette dernière est réversible. L’unité de mesure est le MPa ou le N/mm2.
Limite élastique : Re
Elle est définie par un essai de traction sur une éprouvette normalisée et indique l’allongement linéaire d’un matériau entre sa limite élastique réversible et sa charge de rupture.
L’unité de mesure est le MPa ou le N/mm2.
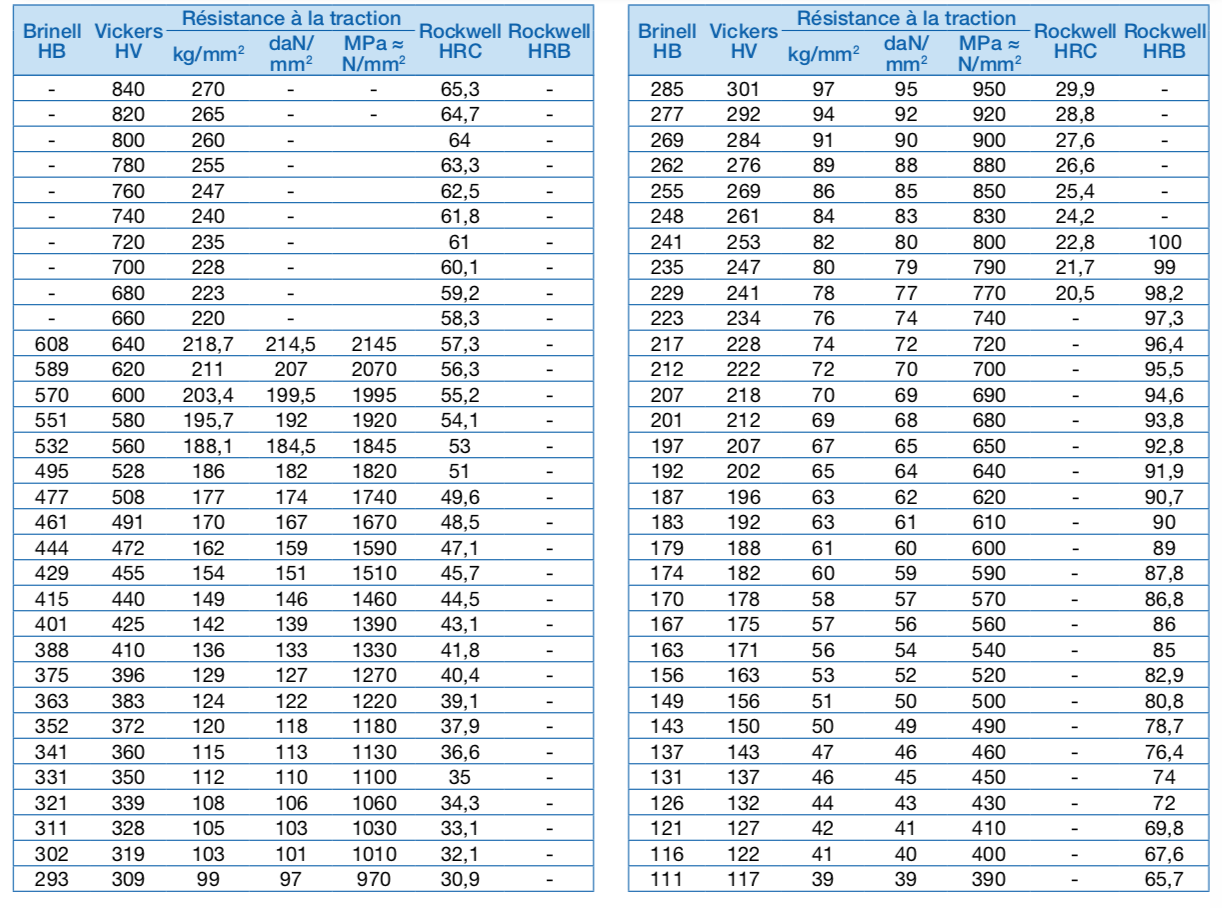
Résistance mécanique : Rm
Elle est mesurée par un essai de traction sur une éprouvette normalisée et indique le seuil de rupture d’un matériau. L’unité de mesure est le MPa ou le N/mm2.
Striction : Z %
La striction est le rapport exprimé en % entre la section nomi- nale de l’éprouvette normalisée et celle de section ultime de l’éprouvette avant rupture.
Allongement : A %
L’allongement est mesuré par un essai de traction sur une éprouvette normalisée et indique la capacité de déformation par étirement d’un matériau avant rupture; c’est le rapport exprimé en % entre la longueur nominale et la longueur ultime de l’éprouvette avant rupture.
Coefficient de poisson : V
Le coefficient de poisson caractérise la contraction perpendiculaire rapportée à l’effort de pression maximum exercé sur un matériau ; il n’a pas d’unité de mesure.
La valeur moyenne pour les aciers est de 0,3.
Densité :
La densité est le rapport entre la masse volumique d’un corps à celle de l’eau pure à 4 °C et à la pression atmosphérique; elle est exprimée sans unité de mesure.
Coefficient de dilatation :
Le coefficient de dilatation thermique est une mesure qui donne la variation du volume d’un matériau à 20 °C et son volume à une température d’utilisation différente (généralement entre 100 °C et 600 °C).
Conductivité thermique :
La conductivité thermique est une mesure physique définissant l’énergie transférée par un matériau en unité de surface et de temps ; elle est exprimée en Watt par mètre Kelvin.